






Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Manufacture of gear pump, gear motor, orbital motor and valves.
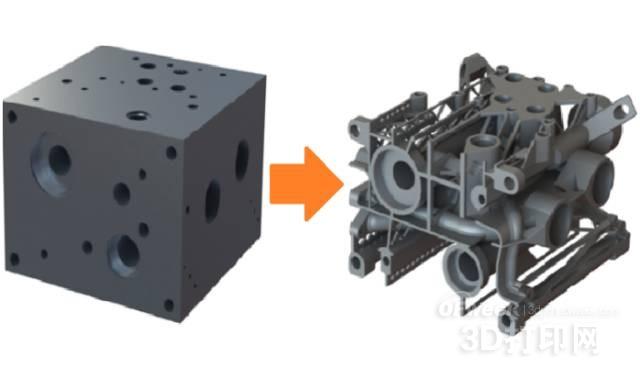
“Hydraulic valve block manifolds are complex components in which many of the pipes come together and intersect. Traditionally, the cross manifold of the hydraulic manifold is machined by cross drilling. However, due to machining angle limitations, On the one hand, fluid efficiency cannot be optimized most efficiently. It is often necessary to add a plug inside the flow channel to adjust the flow rate. On the other hand, the process also faces the challenge of co-location accuracy. 3D printing brings a new field of fluid flow optimization. ..."
The image shows a 90 degree vertical cross-over structure inside the fluid channel, and the fluid direction is bent 90 degrees, which is machined by cross-drilling and has a terminal plug in one section of the fluid block.
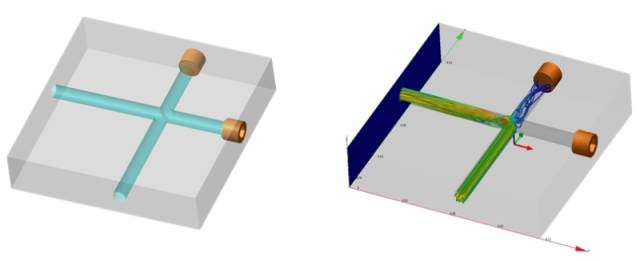
Figure: a 90 degree sharp turn of fluid
Computer fluid dynamics (VFD) analysis shows that some areas face small flow problems, while others face turbulence. In order to adjust the manifold, a further internal plug is required, but adds complexity and does not change the situation in which the fluid must pass a sharp turn. From a fluid mechanics point of view, there is much room for improvement in the traditionally designed hydraulic manifold design, but at the time we did not have the flexibility of 3D printing technology .
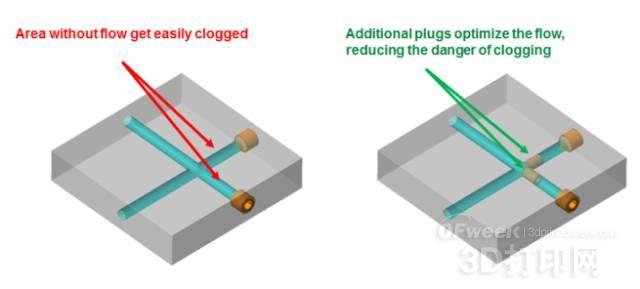
Figure: To solve the patency of the fluid on the left, the right figure adds a built-in plug
Selective laser melting additive manufacturing technology that produces products by melting metal powder layer by layer allows us to pre-optimize the flow path inside the design fluid while reducing unnecessary valve body weight.
Step 1: Extract the fluid path
The first step is to extract the fluid path, including those that are cross-drilled, which is different from traditional machining from a solid metal block. This step requires the traditional machining fluid not to pass through, but only for the hole that is drilled for processing needs. This part of the design was removed. Leave the pipes through which the fluid will pass, and the functional manifold. The final extracted design is shown on the right.
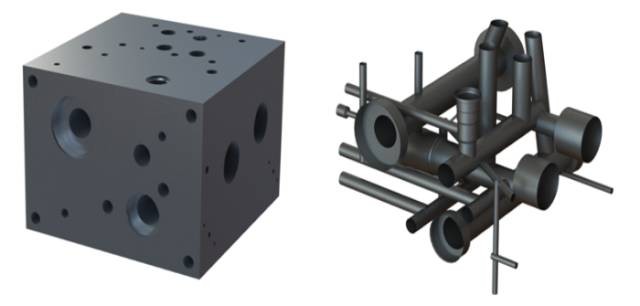
Figure: Extract the path through which the fluid on the left is drawn, and get the design on the right.
Step 2: Optimize the manifold
Now, we are beginning to reduce and simplify the fluid flow path without the design constraints of cross-drilling, and we can change the sharp angle to a circularly curved design to reduce turbulence. The image shows a flow path concept that determines flow separation and stagnation. Area.
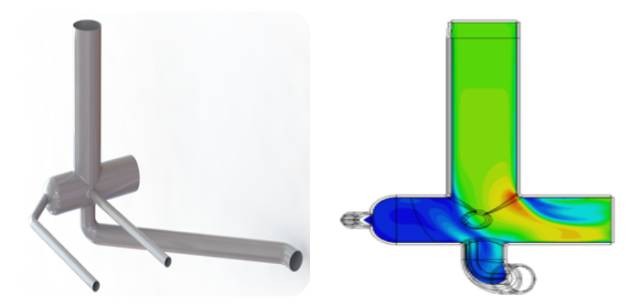
Figure: Locally optimized manifold
Step 3: Determine wall thickness and support structure
Once the fluid path is optimized, we need to determine the wall thickness and support structure and use the finite element analysis (FEA) stress model to calculate and analyze the hydrodynamic pressure.
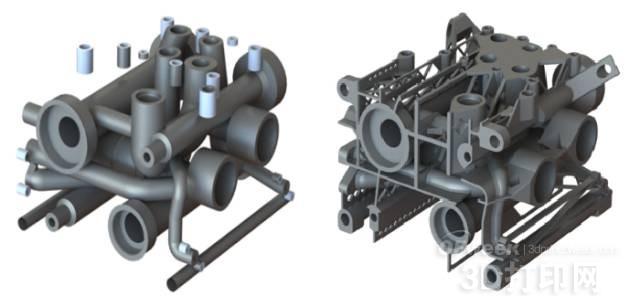
Figure: Further optimization for additive manufacturing
Finally, the support structure acts as a stand to hold the components together and serves as a build support and anchor during the build process.

Figure: 50% weight loss
This great example not only reduces the weight of the hydraulic valve body by 50%, but also improves the efficiency of fluid flow, avoids further assembly needs, and improves valve body performance and stability.
Contactar proveedor

September 30, 2019
September 30, 2019
Sitio movil

Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.